本日の写真はアルミ溶接です。一部の溶接個所ですが、製品自体はフレームになります。フレームになるので溶接個所はたくさんあります。溶接個所が多いため溶接歪が発生します。ジグを使用するので多少の歪は抑えられますが0にはなりません。なので最終的にはハンマーで叩いて歪を取っていきます。連続溶接・断続溶接、入熱を考えながら溶接をしていきます。特にアルミ溶接は熱伝導が良く歪が大きく発生しやすいので、様子を見ながら溶接をする必要があります。本日はアルミTIG溶接でした。
バフ研磨|岐阜県大垣市・ヘアライン加工・アルミTIG溶接・ツヤ技研(有)
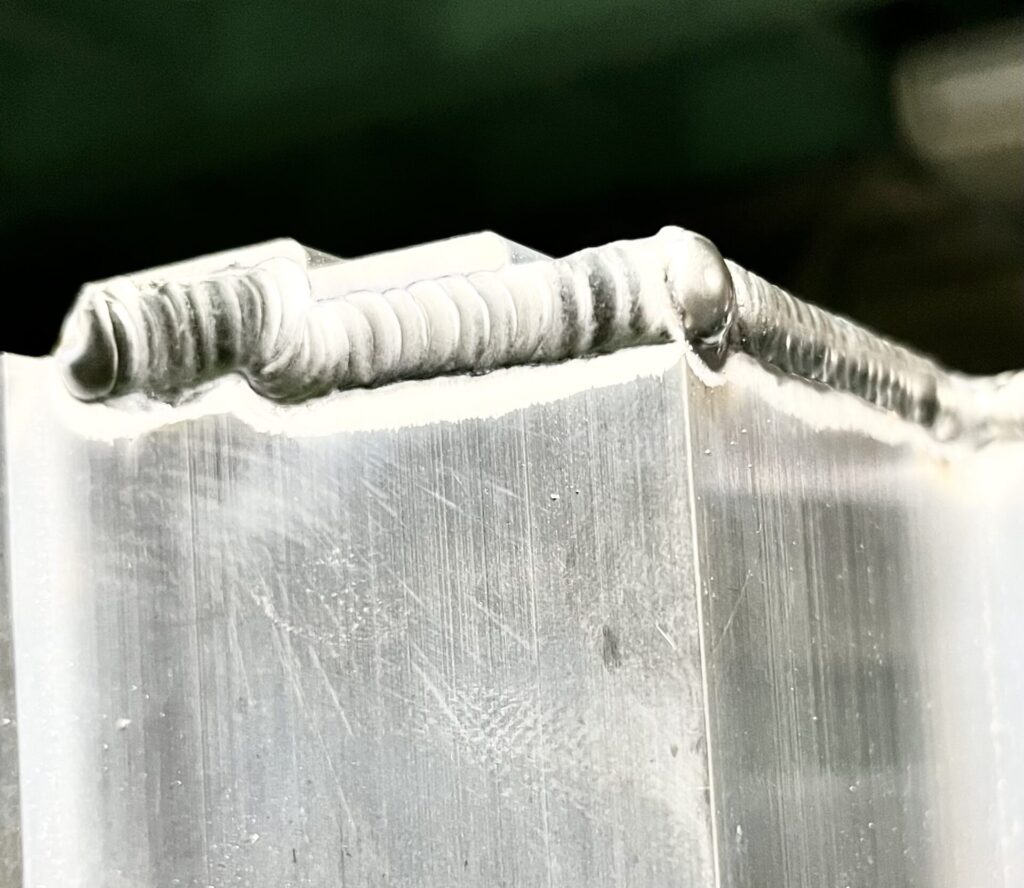
本日の写真はアルミ溶接です。一部の溶接個所ですが、製品自体はフレームになります。フレームになるので溶接個所はたくさんあります。溶接個所が多いため溶接歪が発生します。ジグを使用するので多少の歪は抑えられますが0にはなりません。なので最終的にはハンマーで叩いて歪を取っていきます。連続溶接・断続溶接、入熱を考えながら溶接をしていきます。特にアルミ溶接は熱伝導が良く歪が大きく発生しやすいので、様子を見ながら溶接をする必要があります。本日はアルミTIG溶接でした。

